





Предимства
► 100% (40 ℃) работен цикъл;
► Токът на рязане е плавно регулируем, подходящ за заваряване както на тънка, така и на дебела плоча;
► Ще спре автоматично рязането при липса на въздушно налягане или хидравлично налягане, за да предпази горелката от изгаряне;
► Има конектор за синхронизиране на дъга и сигнал за напрежение на дъгата, които са лесни за автоматично рязане и особено подходящи за съвпадение с машина с цифрово управление и робот;
► Наклонът на тока на рязане може да се регулира, за да се предотвратят повреди на дюзата и електрода;
► Сигналът за запалване на дъгата, сигналът за налягане на дъгата, контролът на подаването на въздух и функцията за извеждане на налягането на дъгата го правят особено подходящ за CNC и роботизирано рязане;
► Предлага се паралелно използване на две машини, удвояване на изходния ток за добро рязане на материал с допълнителна дебелина;
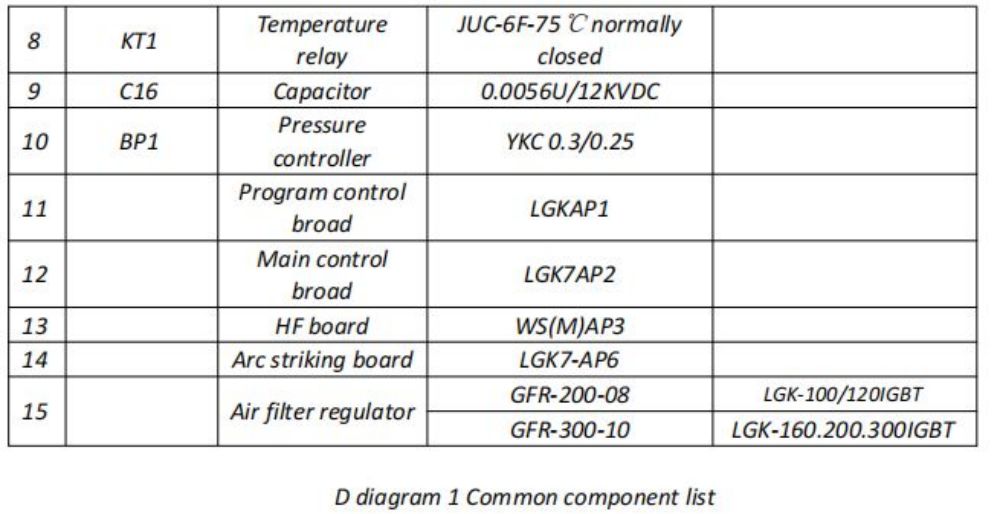
► Настройката за използване на машината, цифровият дисплей го прави особено подходящ за използване с машини и роботи.
Основни параметри
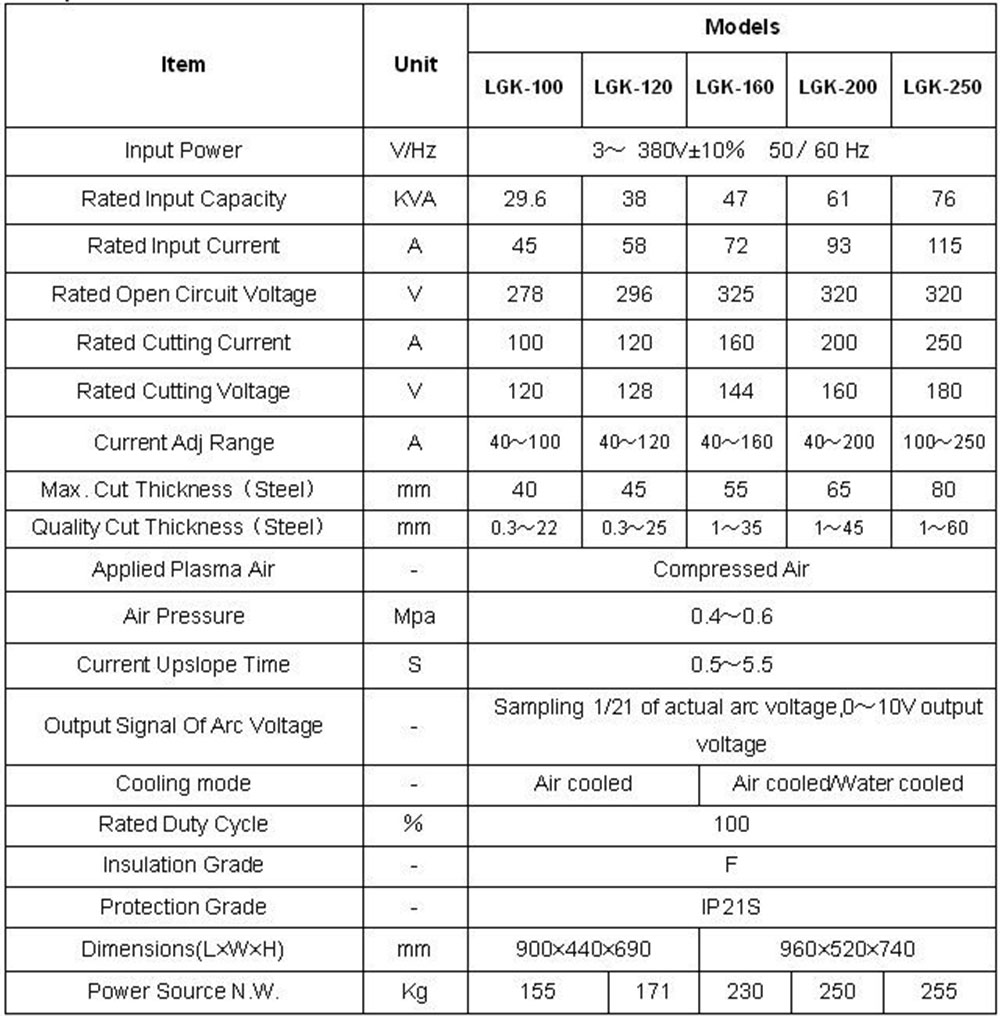
2. Условия на плазмения газ
Диапазон на работното налягане: 0.4MPa ~ 0.6MPa
Якост на компресия на тръбата за подаване на газ: ≥1MPa
Вътрешен размер на тръбата за подаване на газ: ≥Φ8
Поток на газ: ≥180L/min
Филтрирайте водата от газа и след това я поставете в резачка
Принципи на работа
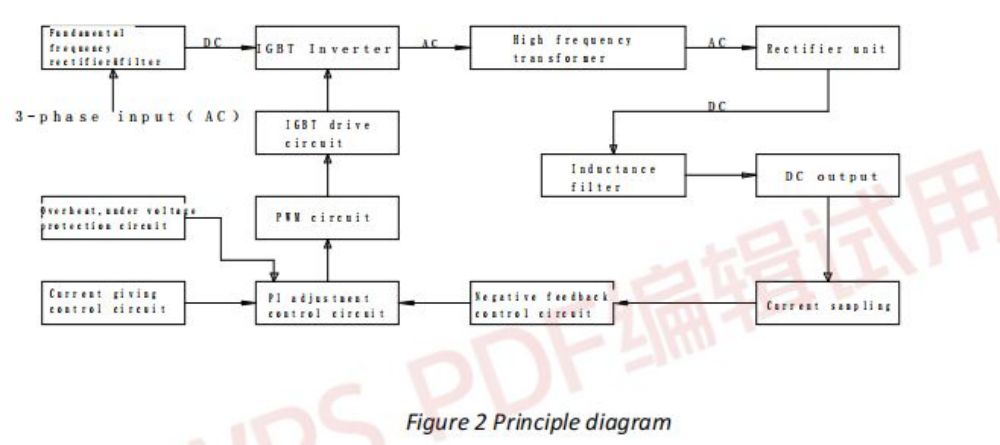
Контролната верига на машината за рязане приема усъвършенствана електронна част IGBT като основен компонент на превключвателя на инвертора.Трифазното променливотоково захранване се преобразува в 20KHz високочестотен постоянен ток, след като бъде коригирано от трифазен токоизправител.След това под функцията на IGBT инвертора постоянният ток се преобразува в променлив високочестотен ток, който се преобръща в постоянен ток след намаляване на напрежението във високочестотния трансформатор, токът се коригира в диод за бързо възстановяване.Този постоянен ток се филтрира през реактора и се получава изходният ток на рязане.
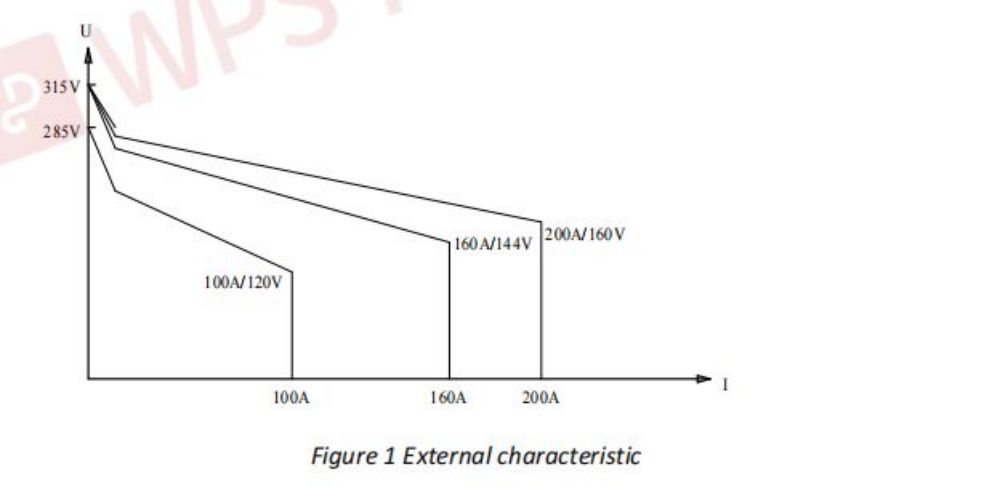
Контролната верига може да контролира изходния ток чрез контролиране на ширината на управлявания импулс.Токът на рязане в реално време, който се получава чрез сензор за ток, свързан към изходния терминал последователно, се използва като управляващ сигнал с отрицателна обратна връзка.След сравняване с текущия регулиращ сигнал, отрицателният контролен сигнал се изпраща към PWM регулираща интегрална схема, след което се извежда контролиран управляващ импулс за управление на IGBT.По този начин може да се поддържа постоянен изходен ток и се получава стръмно падане и външна характеристика на постоянен ток.Поразителната дъга приема високочестотен поразителен модел.Основната верига се отнася за фигура 1 в допълнение, а принципната диаграма на веригата за управление е показана като фигура 2.
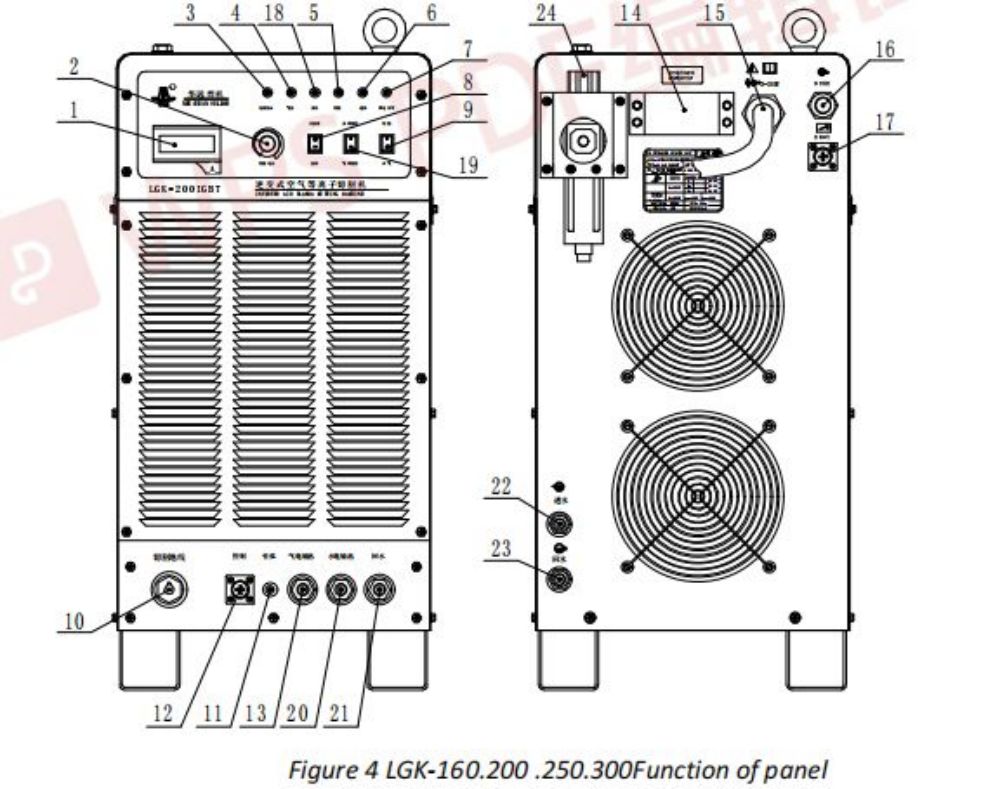
Панел и неговите функции(LGK-100 вижте Фигура 3, LGK-160/200/250/300 вижте Фигура 4)
1.Цифров амперметър: показване на предварително зададен ток на рязане преди рязане, показване на ток на рязане при рязане
2. Копче за регулиране на тока на рязане: Регулиране на тока на рязане
3.Индикаторна лампа за захранване: Показва дали резачката е под напрежение.
4.Индикаторна лампа за налягане на въздуха: тя свети, когато налягането на сгъстения въздух надвиши 0,2Mpa.Той е ИЗКЛЮЧЕН, когато налягането е по-малко от 0,15Mpa.
5.Индикаторна лампа за рязане: Когато лампата СВЕТИ означава, че машината за рязане е стартирала.
6.Индикаторна лампа за претоварване: СВЕТИ, когато ножът е претоварен (обикновено свети, когато охлаждащият вентилатор е повреден.)
7.Индикаторна лампа за повреда на входа: Свети, когато източникът на захранване пропусне фаза или е по-малко от 330VAC.
8.Превключвател за избор на контрол на газ: Когато превключи на Проверка на въздуха, газовият клапан се отваря, за да тества газовия поток.Когато превключи на рязане, газовият клапан се отваря автоматично по време на рязане.
9.Превключвател за избор на режим на работа на горелката: Когато се включи 2-стъпка, превключвателят на горелката трябва да бъде натиснат в процеса на рязане и рязането спира след разхлабване на превключвателя.Когато се включи 4-Step, натиснете превключвателя на горелката и го разхлабете, рязането започва да работи и спира след повторно натискане на превключвателя.
10.Изход за режещ заземяващ проводник: За свързване на режещ заземяващ проводник
11.Клема на пилотния фенер: За свързване на кабела на пилотния фенер.
12.Изход за управление на горелката: За свързване на кабела за контрол на горелката.
13.Изходен терминал за въздух и мощност: текущият изходен терминал е и изходен терминал за сгъстен въздух.Това е конектор за газова тръба за свързване на горелка с водно охлаждане, когато се използва горелка с водно охлаждане, и е конектор за свързване на кабел с газово охлаждане на горелката, когато се използва горелка с въздушно охлаждане.
14.Отвор за резервен кабел за изходно напрежение на дъгата: проводникът за изходно напрежение на дъгата не е свързан, когато машината е завършена.Ако е необходимо, моля, отворете горния капак на ножа и използвайте двужилен проводник, за да свържете кабелния терминал на печатна платка LGK7-AP5, който има два вида изходен сигнал, единият е изход 1:1, а другият е 1 :20 изход, моля Фигура 3 LGK-100 Функция на панела свържете проводника според изискванията и обърнете внимание на отрицателния и положителния електрод.
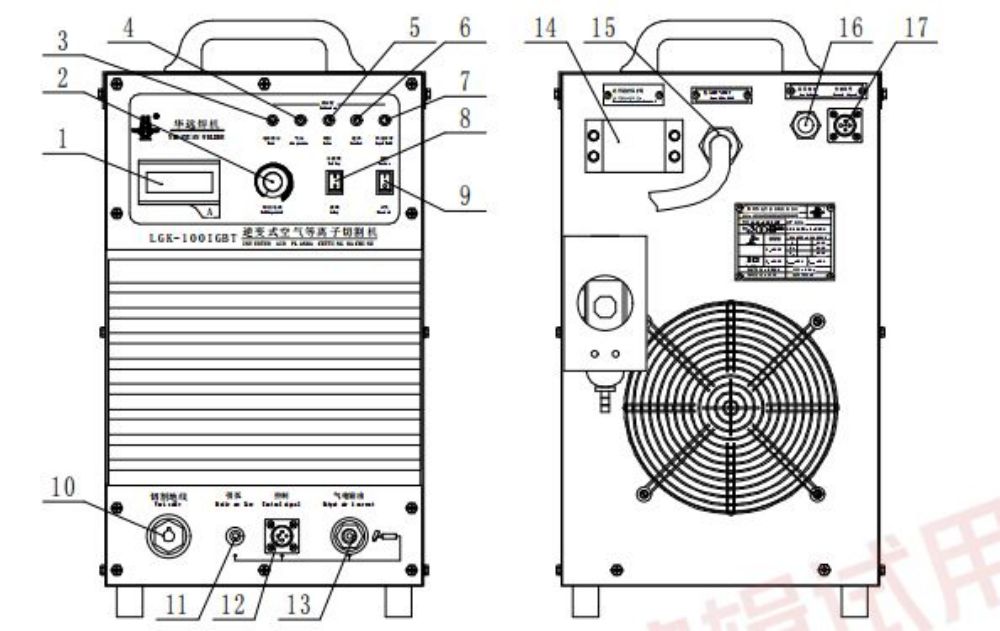
15. Конектор за контролен сигнал: За управление на автоматично оборудване за рязане
16. Превключвател на източника на захранване: Управлявайте ВКЛЮЧВАНЕТО/ИЗКЛЮЧВАНЕТО на 3-фазното захранване на ножа
17. Филтър за регулиране на въздушното налягане: За регулиране на работното налягане на сгъстен въздух и филтриране на водата от въздуха
18. Индикаторна лампа за хидравлично налягане: свържете захранването с охлаждаща вода, когато водният поток е по-голям от 0,45 L/min, лампата ще свети.
19. Превключвател за избор на горелка с газово охлаждане/факел с водно охлаждане: горелката с газово охлаждане се използва само когато превключи на охлаждане с газ, а горелката с водно охлаждане се използва при избран режим на водно охлаждане.
20. Изходна клема за вода/захранване: изходната клема за режещ ток е и изходна клема за вода, използва се за свързване на кабела за водно охлаждане.
21. Терминал за обратна вода на горелката: Използва се за свързване на тръбата за рециклиране на вода.
22. Терминал за обратна вода: използва се за свързване на тръбата за рециклиране на резервоара за вода.
23. Входящ терминал за вода: използва се за свързване на изходната тръба на резервоара за вода.

